全国服务热线:
0512-69390699

0512-69390699
联系人:杨小姐
联系电话:0512-69390699
网址:www.huxingmc.com
联系地址:江苏省苏州市高新区湘江路1279号萃智产业园5号楼
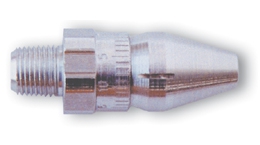
紧缩空气经进气口1进入气刀高压腔,气流经过狭隘、细薄的喷嘴后在气刀长度方向就构成一张均衡的气流薄片。因为腔室3对高压气流的紧缩比为40:1,使得气流速度丢失最小,所以就发生一张具有强冲击力而最小剪切力的气流薄片。
而气刀切开是紧缩空气经再加压经过细长的喷嘴构成一条气流,该气流冲击力很强,能够很简单的切开如亚克力、铝合金、高密度纤维板等板材。一起因为是气体切开,截面润滑无毛刺,加工也无异味及高噪音,是高端切开加工的挑选。
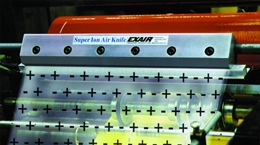
出产线上的气刀长度一般为0.25至200英寸(6.4至5,080.0毫米),排气槽或孔径规模为0.001至0.25英寸(0.025至6.350毫米)。依据运用规范,停止的气刀装备或许需求一到十个气刀。空气经过空气发生器(工业鼓风机或空气紧缩机)经过气刀槽喷出,以供给所需的预订出口空气量和速度。
在紧缩机和鼓风机之间进行挑选时,需求考虑许多运用,环境,功率和作业周期方面。紧缩空气在用于排放到空气中的空气刀时功率,答应运用首要的空气。鼓风机的空气刀有必要具有更大的尺度以及更大直径的供给管道,可是与紧缩空气比较的功率进步很简单经过节约电力成原本证明。