全国服务热线:
0512-69390699

0512-69390699
联系人:杨小姐
联系电话:0512-69390699
网址:www.huxingmc.com
联系地址:江苏省苏州市高新区湘江路1279号萃智产业园5号楼
外圆多辊滚光刀 | |
|
|
技术资料 | |
| |
外圆多辊滚光刀 | |
,
可选工具设备 | ||
VDI或HSK刀柄等 | 标准刀柄为圆柄(可选择有无扁位)或莫氏锥柄 | |
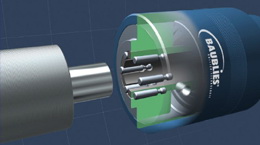
不同滚压深度 | ||
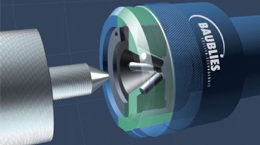
不同辊针数量 | ||
定制辊针 | ||
内冷 | 冷却液压力8 bar | |
使用参数(请注意,此信息仅供参考) | ||
刀具的旋转方向 | 正转(M3) | |
润滑 | 乳化液或油;经过过滤的润滑剂(< 40 µm)可提高表面质量和刀具寿命。 | |
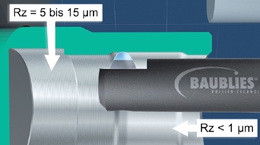
工件前处理 | 表面粗糙度达到Rz 15 µm以下,公差IT8以上 | |
工件的硬度 | HRC45 | |
型号 | 直径范围mm | 调节范围 mm | 加工长度mm | X值mm | 主轴转速S | 进给速度F | 工件余量mm |
ARG-0-S | 1.0~7.9 | -0.2~+0.1 | 40 | 0.5 | 2875~2044 | 0.12~0.45 | 0.01 |
ARG-1-S | 2.0~8.8 | -0.2~+0.1 | 50 | 0.5 | 2785~1955 | 0.13~0.47 | 0.01 |
ARG-2-S | 8.9~17.8 | -0.2~+0.1 | 50 | 0.7 | 1938~1438 | 0.23~0.64 | 0.02 |
ARG-3-S | 17.9~30.8 | -0.2~+0.1 | 80 | 0.7 | 1393~1013 | 0.42~1.05 | 0.02 |
ARG-4-S | 30.9~40.8 | -0.2~+0.1 | 120 | 1.0 | 990~825 | 0.61~1.3 | 0.02 |
ARG-5-S | 40.9~55.8 | -0.3~+0.1 | 130 | 1.0 | 810~637 | 0.76~1.7 | 0.02 |